Soldering
A distinction is made in the soldering of zinc-copper-titanium NedZink® NTZ between new mill finish zinc NedZink NTZ® Natural; old zinc (weathered) and NedZink® NOVA (preweathered).
The soldering of new zinc
The soldering should preferably be carried out in the workshop. If this is not possible or not economically viable then soldering is carried out at the construction site. The soldering work must be carried out in such a way that the solder flows satisfactorily and the minimum overlap requirements are met:
- for vertical soldered joints (e.g. rainwater downpipes) and soldered joints of gutter ends and other accessories min. 4 to 5 mm.
-
for horizontal and inclined soldered joints an overlap of min. 10 mm.
These are strength joints.
The bit
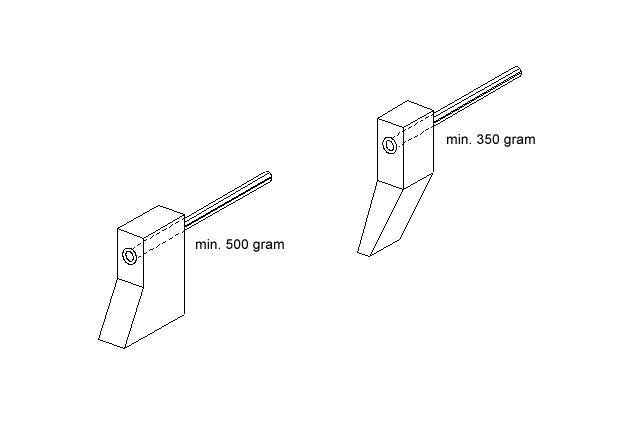
One must use a soldering bit with a weight of more than 500 gram, preferably 750 g, which must be used at the correct temperature 250/270 – 400 °C. For the soldering of most joints in zinc work a bit with a flat sole of a width of 10 – 15 mm gives the best results.
One may need a bit with another form, min. weight 350 gram and a sole of 5 mm in width, only for places that are difficult to reach.
For the form of the bits see Figure 1.
A soldered joint that is made with a soldering bit at the correct temperature has a perfectly smooth, flowing appearance. In that case the capillary effect is optimal.
The soldering of old zinc
The difference between the soldering of old and new zinc is the pollution and the patina layer that have formed on the zinc. In order to acquire a good soldered joint the overlaps to be soldered must first be thoroughly cleaned and restored to bright metal surfaces. This can best be done by scraping and/or sandpapering. If there is any doubt about the surface quality then pre-tin the surface with solder. Black spots indicate the places that have not been wetted with solder. Re-clean these places mechanically and pre-tin again. Then apply the soldering flux and solder as described above for new zinc.
Soldering flux
There are various brands of soldering flux “suitable for zinc- copper-titanium”, which can produce good soldering results.
We recommend the use of soldering fluxes for new, old zinc and NedZink ® NOVA.
These soldering fluxes must have the following properties:
- the zinc is not or scarcely corroded after the soldering.
- do not produce harmful vapours.
- the flux residue can be easily removed.
- do not cause rust on tools.
It is especially advisable not to work with hydrochloric acid whether or not mixed with soldering flux as this is harmful to health, the tools and the zinc. Before applying the soldering flux ensure that the zinc surface is clean and that the lap to be soldered will properly close.
Max. permissible gap 0.5 mm so the solder can be drawn into the joint by the capillary action. After completion of the soldering the joints must be cleaned as quickly as possible with a damp sponge or rag.
Solder
For soldering the zinc two alloys are recommended:
- Tin/lead 50/50, poor in antimony, melting range 183-216 °C.
- Tin/lead 40/60, poor in antimony, melting range 183-235 °C.
For 2) a 19 °C hotter bit than for a) is required on average in order to obtain the same flow through.
The soldering of NedZink® NOVA
The soldering of NedZink® NOVA produces, if carried out carefully, joints that are just as strong as the material itself.
The soldering of NedZink® NOVA requires special attention and a careful work method. In order to prevent disfigurements, it is important not to spill soldering flux and to carefully clean the soldered joints. NedZink® NOVA should be soldered at a slightly higher temperature than NedZink® Natural.
All acceptable soldering flux can be used if the patina layer of the areas to be soldered has already been mechanically removed. This can be carried out by sandpapering.
NedZink® NOVA sometimes comes with a protective foil. The foil must be removed from the surfaces to be soldered.
- Apply the soldering flux on the top of the bottom sheet where the soldered joint is to be made. Make sure there is at least a 10 mm overlap for a strong joint.
- Apply the flux to the bottom surface of the top sheet.
- Place the top sheet onto the bottom sheet and apply the top sheet with soldering flux. Make sure that you also cover the joint.
- Solder the materials together using a hot bit and 50/50 or 40/60 solder. Use a bit with a weight of 500 – 750 g. Carefully remove any remaining soldering flux with a damp sponge or rag.
