NedZink Pro-Tec
For NedZink Pro-Tec are, besides the general processing regulations for NedZink NATUREL, -NOVA, -NEO and -NOIR, additional processing techniques applicable.
Guidelines
Tools and machines
The mechanical and material properties are 100% identical to the familiar NedZink NATUREL, -NOVA, -NEO and -NOIR.
For processing (cutting, shaping, profiling) most of the usual tools and machines for handling zinc can be applied. The processing rules which apply in this field are largely also applicable for processing NedZink Pro-Tec. Shaping and profiling must be done with a minimum bending radius of 2 mm (interior radius) with a material thickness of 0.80 mm, and 2.5 mm (interior radius) with a material thickness 1.0 mm. Damage, deep scratching and such of the coating during processing should be avoided. If necessary, tools and machines need to be cleaned beforehand and especially any sharp edges need to be removed in order to avoid the risk of damage.
Storage and transport
It is important not to damage the protective coating on the rear side of NedZink Pro-Tec during transport and storage.
Soldering
With NedZink Pro-Tec the temporary, transparent AFP coating, the prepatinated coating on the front and the double layer polymer protective coating on the rear side need to be removed so that a totally clear metal surface is created in order to obtain a good soldering joint.
Supporting structure
NedZink Pro-Tec can be used on all clean, smooth and level supporting structures made of metal and wood. Constructed separating layers, which are normally prescribed for warm roof constructions and roofs with a pitch <15°, are not absolutely necessary any more. A separating layer of the permeable breather type or similar is necessary in order to prevent mechanical damage in connection with the movement of zinc. This means that any slight differences in height in the supporting structure are corrected and that the coating is protected against damage from any sharp edges.
Application
For installing NedZink Pro-Tec both direct and indirect methods can be used. Adhesive bonding techniques are also possible (adhesive bonding technique in consultation with the adhesive manufacturer).
If standing seam bays are attached to the supporting structure with clips, one must take into account the possibility of the material extending without damaging the protective coating on the rear side. It is necessary to use stainless steel clips with rounded corners which are screwed in countersunk. Various designs are available. Screws, nails, and staples must be used in such a way that they do not damage the protective coating on the rear side of the zinc.
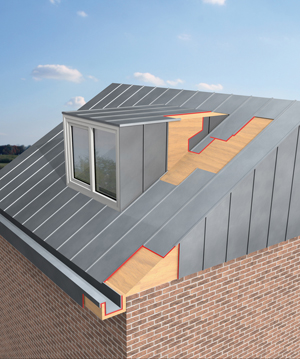
Possible applications of NedZink NOVA Pro-Tec on roof constructions.
Also applicable for the Pro-Tec material of NedZink are the standard processing regulations for NedZink NATUREL, -NOVA, -NEO and -NOIR.
Material characteristics
NedZink NATUREL is raw titanium zinc produced according to EN 988 & ASTM B69. NedZink NATUREL has a natural, rolled surface. NedZink NEO, NedZink NOVA and NedZink NOIR are pre-patinated types of zinc that are produced by means of a phosphating process. The basic material is natural NedZink titanium zinc. By phosphating the material, a surface very close to the regular natural patina is obtained. NedZink NUANCE is pre-weathered titanium zinc with pigments. This results, depending on the selected pigment, in a pre-weathered zinc variant with a blue, red or green color tint. All the properties offered by zinc are retained during this process.
Every rolled metal, NedZink material included, will show tension in a certain way. This is a consequence of the rolling process. With modern techniques, these tensions are reduced to a minimum. Nevertheless, it may be that these tensions occur, to a lesser degree, after the NedZink material is processed by third parties.
Surface protection
NedZink NATUREL is supplied with a bright, rolled surface. Exposure to the outside air and moisture results in a protective layer of zinc carbonate, which is called the patina. This process begins immediately after installation and will continue until a uniform patina is obtained. In the beginning, the appearance of the patina layer may look slightly mottled. Other factors that play a role in this patina process are: the orientation / geometry of the building, the weather conditions during assembly, and the storage of the titanium zinc prior to assembly.
NedZink NEO, NedZink NOVA, NedZink NOIR and NedZink NUANCE are natural products and as a consequence minor color differences will occur. A unique production process results in an extremely consistent color, but there is always a possibility of color variations (production batch related). Use material from the same production batch for each particular project to avoid color variations. The production batch number is stated on the backside of the material.
Always mount NedZink NEO, NedZink NOVA, NedZink NOIR and NedZink NUANCE in the same rolling direction (also to avoid color variations). The rolling direction is indicated by arrows on the rear of the material. This rolling direction must be checked before installing the material.
After many years the pigments of NedZink NUANCE will gradually fade and the color of the pre-weathered NedZink NOVA will appear on the surface. The durability of the pigments is highly dependent on environmental factors, such as the location of the building, temperature, UV exposure and air quality. Damage, perforation and adverse environmental factors can significantly shorten the lifetime of the pigments.
Processing NedZink NUANCE
Shaping and profiling must be done with a minimum bending radius of 2 mm (interior radius) with a material thickness of 0.70 mm. Damage, deep scratching and suchlike of the coating during processing should be avoided. If necessary, tools and machines need to be cleaned beforehand and any sharp edges must be removed in order to avoid any risk of damage.
Salt deposition
In a maritime climate, the salt in the air and/or water can react with zinc and form zinc chloride on surfaces that do not get rinsed off by rainwater. This appears as permanent white patches. These white patches do not have any impact on the functionality of the zinc and do not cause corrosion. In the absence of rain or on surfaces sheltered from rain, it is necessary to clean these areas regularly with (warm) water. NedZink is not responsible for the effects of salt deposition.
Anti-Fingerprint (AFP)
An Anti-Fingerprint coating is applied to prevent fingerprints during installation and to optimise machine processing. This AFP gives the material a slightly shiny surface, which will disappear over time.
Protection foil
Upon request, NedZink NOVA and NedZink NUANCE can be delivered with a temporary protective foil in order to reduce the risk of damage during processing & handling. NedZink NEO and NedZink NOIR is supplied with this temporary protective foil as standard. The foil is not permanently UV resistant and is only intended for temporary protection. The foil should be removed immediately after installation at the construction site. The temperature of the zinc must be at least 7 °C when the foil is removed. The foil should not be worked into assembly joints such as standing seams. Moisture between the zinc and the foil must be avoided at all times. If NedZink NEO, NedZink NOVA, NedZink NOIR or NedZink NUANCE are ordered without foil, the material will be more susceptible to scratching during handling.
Installation
Titanium zinc from NedZink can be used in ventilated and unventilated applications. In all cases (either ventilated or unventilated) the recommendations as stated on www.nedzink.com or in the technical instruction handbook from NedZink must be followed.
Zinc is a metal that expands and contracts with changes in temperature. In all cases, there must be an allowance for the free thermal expansion of the material when installed.
Titanium zinc and other materials
- Because of the difference in electrolytic potential, titanium zinc may not be used together with the following metals: copper – lead – iron – gold – platinum – silver – nickel – cobalt – cadmium – chrome – tin – palladium – mercury
- Direct contact with new concrete, lime, bitumen, mortar (and other products that contain cement) must be avoided at all times.
- In connection with leaching, titanium zinc may not be used in combination with thatched roofs or Western Red Cedar wood. For other wood types, please refer to www.nedzink.com or the technical instruction hand book from NedZink.
- Zinc is not recommended for use in combination with the following types of glue: acidic silicones and epoxies, urea/melamine glues, phenol-formaldehyde glues.
Soldering
A major advantage of NedZink material is the possibility of soldering the joints. In places where a solid, watertight joint is required (for example at gutters), soldering is done using a copper soldering iron and lead-tin solder and the appropriate soldering flux.
NedZink NOVA, NedZink NEO and NedZink NOIR can be soldered in the same way as new natural zinc, but special attention is needed. To obtain a good solder joint, the pre-weathered finishes on the surfaces to be soldered must be removed completely. This can be done by sanding or by rubbing the patina layer with a soldering flux, waiting a few seconds and then removing with a dry cloth. There are several brands of soldering flux that are ‘suitable for titanium zinc’ that can produce good results. For further soldering advice, please visit www.nedzink.com.
Mechanical processing
Below a material temperature of 7 °C, the zinc should not be deformed mechanically in order to avoid damage to the zinc (e.g. micro-cracks).
Transport and storage
The zinc must be adequately packed to avoid damage during transportation. NedZink products must always be transported in dry and ventilated conditions. The strips and sheets must be protected against transportation damage (scratching, denting).
NedZink material must be stored in a dry and ventilated area and protected against damage and especially against excessively high air humidity. Outdoor storage is not recommended.
NedZink B.V.
For more information about NedZink products, please refer to the technical instruction handbook from NedZink. This is available for download from this website. We can also send you a hard copy by mail. These processing regulations are produced with the utmost care. All information specified in these regulations is according to our current knowledge, and gives information about our products and their uses. No rights can be derived from the content of these regulations.
